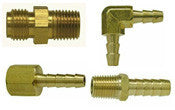
Specializing in brass fittings, pipe fittings, hose barbs, hydraulic fittings, valves and accessories for tube, pipe and hose applications including JIC, SAE, BSPP and NPT thread.
Shop our wide range of hose barbs & pipe fittings in brass, stainless steel, black & galvanized, bronze, lead free brass & more.


























Fast Fittings Blog
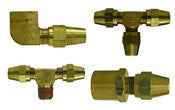
BRASS JIC 37 DEGREE FLARE FITTINGS - FASTFITTINGS.COM
JIC fittings are machined to have a base of 37 degrees. Used in fuels and other fluids applications, the design is made to tolerate low to medium mechanical strains. Shop JIC 37 degree flare fittings at FastFittings.com.© 2026 FastFittings.com. Powered by Shopify




X